hlv series cnc horizontal high speed planer-j9旗舰厅
the frame and beam are all box-type structures, optimized by finite element design, and processed by a milling machine before welding before all-steel welding to fully ensure that there is no gap between the plates. after welding, the residual stress is eliminated by the tempering furnace.
details
the frame and beam are all box-type structures, optimized by finite element design, and processed by milling machine before welding before all-steel welding to fully ensure that there is no gap between the plates. after welding, the residual stress is eliminated by the tempering furnace and the overall rigidity good, good accuracy retention.
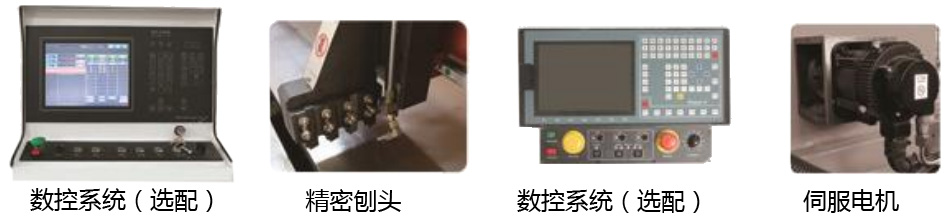
the front and back (y1 axis) movement of the tool post, the up and down (z axis) movement and the front and back (y2 axis) movement of the end press are all controlled by the cnc system, driven by ac servo motor, ball screw drive, with high control accuracy, accurate positioning, etc. features. the left and right (x-axis) movement of the beam is driven by an ac variable frequency speed-regulating motor, driven by a helical gear and rack pair, which has the characteristics of high speed and strong load capacity.
the hydraulic pressure material system is adopted, which can adaptively pressure the back of the workpiece and before feeding according to different plate thicknesses, which effectively guarantees the pollution of the plate and the environment and temperature. it is an effective measure to ensure the processing accuracy and repeat accuracy one.
the compressed air blowing and cooling system can not only prevent the cutting waste from scratching the surface of the workpiece, but also increase the service life of the tool by cooling the tool.
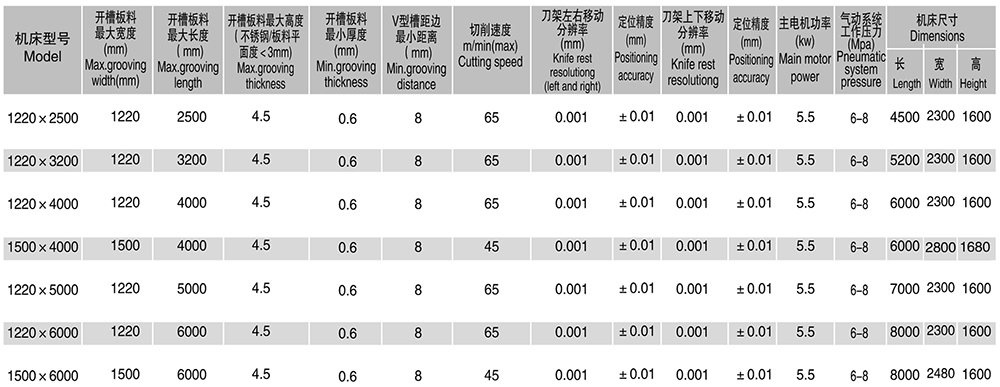
parameter